Additive (generative) Fertigung
Konstruktion, Optimierung und Auftragsfertigung von Metall 3D-Druck aus einer Hand
Rapid-Prototyping oder schnell zum belastbaren Endprodukt: Selektives Laserschweißen, Laser-Sintern oder Laserschmelzen sowie auch Metall 3D-Druck genannt, ermöglicht die Fertigung von Bauteilen mit hochkomplexen Geometrien, die mittels spangebender oder umformender Produktion nicht oder nur mit deutlich höherem Zeit- und Kostenaufwand hergestellt werden.



Selektives Metall Lasersintern (SLS) und selektives Metall Laserschmelzen (SLM)
Im Gegensatz zu konventionellen formgebundenen Verfahren lohnt sich das Selektive Laserschmelzen besonders bei kleinen Losgrößen bzw. komplexen Einzelstücken, da keine teuren Formen benötigt werden. Ein typisches Einsatzgebiet ist die Fertigung von Prototypen, Funktionsmodellen, medizinischen Bauteilen sowie Unikate.
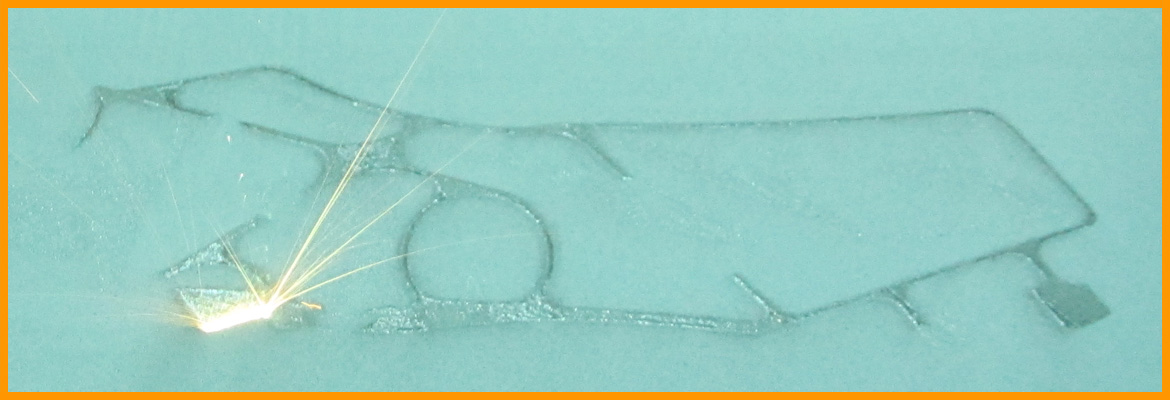
Beim Selektiven Laserschmelzen wird Metallpulver in einer dünnen Schicht auf eine Grundplatte aufgetragen und durch einen Laser selektiv zum Schmelzen gebracht. Als Basis für den Laserverlauf dienen die digitalen 3D-Konstruktionsdaten des Bauteils. Nach jedem Laserdurchlauf senkt sich die Grundplatte um eine Schichtdicke ab und eine neue Lage Pulver wird aufgetragen. Das Metallpulver wird erneut präzise mit dem Laser aufgeschmolzen und mit der darunterliegenden Schicht verbunden. Der Zyklus wiederholt sich so lange, bis das Bauteil komplett erstellt ist.
Neben nahezu völliger Geometriefreiheit bietet Selektives-Laser-Schmelzen Vorteile wie die schnelle formenlose Fertigung komplexer Bauteile, Hinterschneidungen, Hohlräume und deutliche Gewichtseinsparungen im Vergleich zu Gussteilen ohne dass die Belastbarkeit oder Stabilität beeinträchtigt werden.
Selektive-Metall-Laser-Schmelzen erklärt
Das „Selektive-Metall-Laser-Schmelzen (SLM) “ (auch „Selektive-Metall-Laser-Sintern“ oder „3D-Metall-Druck“ genannt), beschreibt einen additiven Fertigungsvorgang, bei welchem direkt aus den 3D-Konstruktiondaten eines Bauteils, im schichtweisen Aufbau, voll funktionsfähige und äußerst belastbare Bauteile hergestellt werden.
Bei diesem Vorgang wird, in einem geschlossenen und abgeschirmten Bauraum, feinstes Metallgranulat in einer dünnen Schicht zwischen 0,02 und 0,05 mm auf eine Metallplatte aufgebracht. Danach bringt ein starkes Laserlicht selektive Bereiche dieses Metallgranulats zum Schmelzen.
Anschließend senkt sich diese Metallplatte, danach wird erneut Granulat wiederum in einer sehr dünnen Schicht aufgetragen und das Laserlicht schmilzt, in den vorgegebenen Bauteil-Bereichen, die zweite Granulatschicht. Dieser Vorgang wiederholt sich so lange bis das Bauteil komplett aufgeschichtet ist.
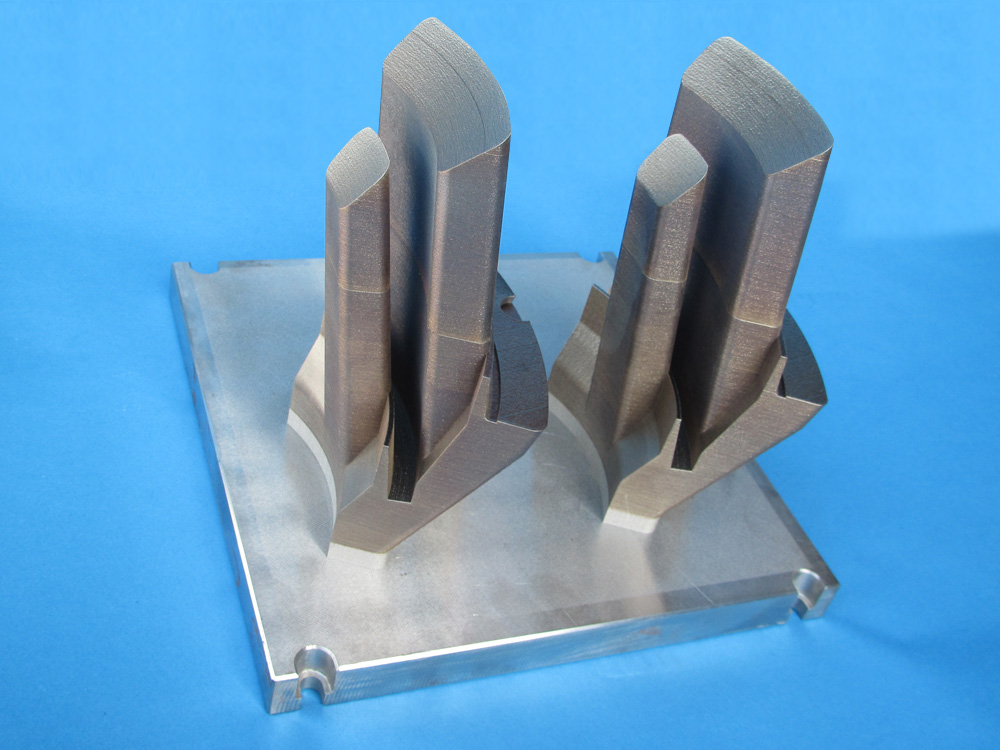
Der so entstandene Baukörper wird dann dem Bauraum entnommen, von der Grundplatte gelöst und von eventuell benötigten Stützkonstruktion befreit und gesäubert. Abhängig von der Bauteilgröße und Geometrie lassen sich in einem Bauvorgang auch mehrere gleiche oder unterschiedliche Teile, aus dem selben Werkstoff, gleichzeitig herstellen.
Die Vorteile des Selektiven-Metall-Laser-Schmelzens
- Neue konstruktive Möglichkeiten
- Materialeffizienz durch Bionik-Design
- Geometrische Freiheit
- Funktionsintegration
- Werkzeuglose Fertigung
- Kleine Losgrößen
- Kurze Lieferzeiten
- Stabile, hochbelastbare Bauteile
- Verschleißfeste Werkstoffe
- Individuelle Serienfertigung
- In kleinen Stückzahlen wesentlich schneller und preisgünstiger als Feinguss, Druckguss und Sandguss – jedoch mit vergleichbarer Stabilität
Unsere Partner aus Forschung, Entwicklung und Industrie in den Bereichen Maschinen- und Gerätebau nutzen unsere angebotenen Leistungen zu Herstellung voll belastbarer Prototypen und Serienteilen. Bei einer sensationell kurzen Produktionszeit von nur 2 bis 3 Tagen werden im Vergleich zu herkömmlichen Verfahren Einsparungen an Zeit und Kosten von teils über 80% erreicht!
Das geht nur deshalb so schnell und kostengünstig, weil wir direkt aus den von Ihnen übermittelten 3D-Daten aus feinstem Metall-Granulat im Schichtaufbauverfahren voll belastbare, gebrauchsfertige Funktionsteile produzieren. Und dies geschieht völlig ohne die üblicherweise hohen Ausgaben für die meist sehr aufwändige spanende Fertigung oder die zu erstellenden, noch aufwendigeren Formwerkzeuge.
Das selektive Laserschmelzen (SLM) bietet dem Teile-Konstrukteur erstmals die Möglichkeit, frei von all den Beschränkungen mechanischer Bearbeitungstechniken und nur mit dem Fokus auf die Erreichung der funktionellen Erwartungen, technisch äußerst anspruchsvolle Produkte zu gestalten und von uns erfolgreich erstellen zu lassen!
In nur wenigen Tagen machen wir aus Ihrem im Innen- und Außenbereich noch so komplexen 3D-Modell ein gebrauchsfertiges Funktionsteil – auch dann, wenn beispielsweise im Innern des Bauteils ovale Bohrungen im Kreis verlaufen, oder das Design Gitterstrukturen aufweisen sollte.
Hier zeigt sich überaus deutlich, wie unsere innovative, technische Leistung dank der Additiven Fertigung in Form des selektiven Metall-Laser-Schmelzens schnell zum absolut unschlagbaren Kundenvorteil wird!
Rapid Prototyping im Maschinen- und Gerätebau
Wir haben die geniale Technologie zu Erstellung mechanischer Funktionsteile, wobei der Designer sein Augenmerk voll auf die Erreichung der Bauteil-Funktionsziele legen kann.
An Ihrem zu produzierenden Konstruktionsteil können wir folgende Produkt-Eigenschaften und gestalterische Besonderheiten verwirklichen: Einen lunkerfreien Wandungsaufbau, stabile Gestaltung auch doppelwandig oder mit Gitterstruktur, Wandungen gedrillt, mit Hinterschneidungen, mit unregelmäßig verlaufende Bohrung, strukturierten Hohlräumen, mit knokaver oder konvexer Beschriftung und/oder ähnlichen Strukturen.
Nachbereitung durch fräsen, drehen, schleifen, härten, beschichten für Gewinde, Lagersitze, Fügeflächen, etc. können wir als Anschlußbearbeitung gleich mit ausführen.
Erstvermessungen und serienbegleitende, dokumentierte Qualitätssicherung mittels optisch-taktiler Messungen, bei halb- oder vollautomatischem Messablauf, sowie 3D-Soll-Ist-Vergleiche, mittels Computertomografie (CT), können ergänzend ausgeführt werden.
Rapid Manufacturing im Formenbau
Mit konturnaher Kühlung erreichen wir eine Kühlzeitverkürzung von bis zu ca. 50 % und dadurch eine Verkürzung des Spritzzyklus bis ca. 30 %. Ein solch massives Verbesserungspotential mit bis zu 30% höherer Rendite, einer verbesserten Oberflächengüte, größerer Maßhaltigkeit und einem wesentlich geringeren Verzug, sind so enorme Einsparungs- und Verbesserungsmöglichkeiten, die unbedingt genutzt werden sollten.
Diese Ressourcen nicht zu nutzen, das kann sich heute eigentlich kein Kunststoffverarbeiter leisten!
Mit unserer Verfahrenstechnik „Selektives-Metall-Laser-Schmelzen“ erstellen wir Ihre Formeinsätze, Schieber und Formkerne und statten diese mit einer äußerst effektiven, konturnahen Kühlung/Temperierung aus. Die Anordnungen der Temperierbohrungen, deren Dimensionierungen und Durchlasskonturen werden auf die jeweilige Formtopographie abgestimmt gestaltet. Durch die dann im oberflächennahen Kavitätsbereich ausreichend dimensionierten und optimal angeordneten Kühlkanäle wird eine schnelle und dennoch gleichmäßige Wärmeabfuhr erreicht, was zu erstaunlichen Spritzzyklus-Verkürzungen und Qualitätsverbesserungen führt!
Die so auch in Ihrer Produktion zu erreichenden, äußerst positiven Ergebnisse werden unsere Aussage bestätigen und Sie vom erzielbaren Nutzen nachhaltig überzeugen. Da wir die Formbauteile zumeist in Hybridbauweise erstellen – wobei die massiven Sockel-Bereiche aus mechanisch bearbeiteten Halbzeugen bestehen und wir dann auf diesen aufbauen – reduziert diese Bauweise den Zeit- und Kostenaufwand erheblich. Die Bereitstellung und Vorbearbeitung dieser Sockel können wir für Sie vornehmen oder Sie stellen uns diese Bauteile fertig bearbeitet bei. Bei dieser Hybridbauweise werden die Kühl-, Auswerfer-, Gewindebohrungen und andere Ausnehmungen vor dem Laserschmelzvorgang in den Sockelbereich eingebracht. Der dann von uns aufzubringende Stahl der Type 1.2709, ist auf 54 HRC härtbar, hat ein sehr dichtes Gefüge (99,8%) und lässt sich gut polieren. Optional beschichten wir die Temperierkanäle mit einem speziellen Korrosionsschutz. Um bei sehr kleinen Bohrungsquerschnitten mögliche Fließstörungen zu vermeiden, empfehlen wir, im Vorfeld der Temperierzugänge entsprechende Feinfilter zu platzieren.
Übermitteln Sie uns die 3D-Daten Ihrer Form-, Kerneinsätze und/oder Schieber und die zusätzlich gewünschten Bearbeitungen, dann erarbeiten wir Ihnen umgehend ein spezielles Angebot, das Sie sicherlich überzeugen wird!
Werkstoffe / Metalle für das Laserschmelzen
Beim Selektiven Laserschmelzen werden handesübliche Pulverwerkstoffe zur Fertigung von unterschiedlichsten Metallteilen verwendet. Die Beschaffenheit der Pulverwerkstoffe und die Pulverfraktionen sind optimal auf das bei techno-plastic verwendete Verfahren abgestimmt.
Die Bauteile werden direkt aus den 3D-CAD-Konstruktionsdaten aus dem Metallpulver hergestellt – Schicht für Schicht. Die typischen Schichtstärken betragen zwischen 20 und 100 Mikrometer. Das überschüssige Pulver kann für nachfolgende Prozesse problemlos weiterverwendet werden, das heißt, es fallen kaum Abfälle an.
Ob Prototypen, Funktionsmodelle oder Unikate – die von techno-plastic gefertigten Bauteile besitzen dieselben mechanischen Eigenschaften wie konventionell gefertigte Teile bzw. übertreffen diese teilweise sogar.
techno-plastic fertigt Produkte aus folgenden Verfahrens-Werkstoffen:
- Stahl 1.2709 härtbar ca. 54 HRC
- Chromstahl
- NickelAlloy
- Aluminium
- Titan
Sie haben Fragen zur Additiven Fertigung?
Rufen Sie uns einfach an, wir beraten Sie gerne und helfen Ihnen weiter.
Online Anfrage
Starten Sie jetzt Ihre Online-Anfrage und erhalten Sie umgehend ein individuell für Sie ausgearbeitetes Angebot.
Datentransfer-Schnittstellen
IGES, PARASOLID, STEP.
Weitere auf Anfrage.